йҮ‘еұһжқҗж–ҷзҡ„еҠ е·Ҙе·Ҙиүә зҹҘиҜҶзӮ№йўҳеә“
иҘҝж№–ж—Ғзҡ„зҒөйҡҗеҜәе§Ӣе»әдәҺдёңжҷӢпјҢжҳҜи‘—еҗҚзҡ„жҷҜзӮ№гҖӮзҺ°еңЁзҡ„зҒөйҡҗеҜәеӨ§й’ҹз”ұдёҠжө·дәӨеӨ§дёӯеҚҺйқ’й“ңиүәжңҜе·ҘзЁӢиӮЎд»Ҫжңүйҷҗе…¬еҸёи®ҫи®ЎгҖҒз ”еҲ¶пјҢжҳҶеұұдәӨеӨ§дёӯеҚҺйқ’й“ңиүәжңҜй“ёйҖ жңүйҷҗе…¬еҸёй“ёйҖ пјҢеӨ§й’ҹжҖ»й«ҳ4.3зұіпјҢзӣҙеҫ„дёә2.8зұіпјҢжҖ»йҮҚйҮҸдёә15еҗЁпјҢй’ҹеЈ°йҶҮеҺҡгҖҒе®Ҹдә®гҖӮвҖңзҒөйҡҗеҜәеӨ§й’ҹвҖқзҡ„еҲ¶йҖ дё»иҰҒеә”з”ЁдәҶд»Җд№Ҳе·ҘиүәпјҲ пјү
A . й”»йҖ е·Ҙиүә
B . еҶІеҺӢе·Ҙиүә
C . й’іе·Ҙе·Ҙиүә
D . й“ёйҖ е·Ҙиүә
еңЁйҖҡз”ЁжҠҖжңҜж“ҚдҪңе®ӨдёӯпјҢжҹҗеҗҢеӯҰиҰҒе°Ҷеӣҫз”ІжүҖзӨәзҡ„ж–№й’ўеҠ е·ҘжҲҗеӣҫд№ҷжүҖзӨәзҡ„е·Ҙ件гҖӮеҗҲзҗҶзҡ„еҠ е·ҘжөҒзЁӢжҳҜпјҲ пјү

A . еҲ’зәҝвҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’й”үеүҠ
B . еҲ’зәҝвҶ’й”ҜеүІвҶ’й”үеүҠвҶ’й’»еӯ”
C . еҲ’зәҝвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’й”ҜеүІ
D . еҲ’зәҝвҶ’й’»еӯ”вҶ’й”ҜеүІвҶ’й”үеүҠ
еңЁдёҖеқ—еҺҡеәҰдёә6mmпјҢй•ҝГ—е®Ҫдёә180mmГ—120mmзҡ„й’ўжқҝдёӯеҝғдҪҚзҪ®еҠ е·ҘдёҖдёӘзӣҙеҫ„дёә8mmзҡ„иһәзә№еӯ”пјҢдёӢеҲ—зӣёеә”зҡ„ж“ҚдҪңж–№жі•дёӯжӯЈзЎ®зҡ„жҳҜпјҲ пјү
A . ж”»дёқеүҚй’»еӯ”ж—¶еҸҜд»ҘзӣҙжҺҘз”ЁжүӢжү¶жҢҒй’ўжқҝ
B . й’»еҘҪеӯ”еҗҺпјҢе…ҲеҜ№й’ўжқҝиҝӣиЎҢеә•еӯ”еҖ’и§’еҗҺж”»дёқ
C . ж”»дёқж—¶йңҖиҰҒдёҖзӣҙж–ҪеҠ еҺӢеҠӣ
D . ж”»дёқж—¶еҸҜз”ЁдёҖз§ҚеһӢеҸ·зҡ„дёқй”Ҙж”»иҮіж ҮеҮҶе°әеҜё
е°ҸйҖҡеҮҶеӨҮз”Ё3mmеҺҡзҡ„й’ўжқҝеҲ¶дҪңеҰӮеӣҫз”ІжүҖзӨәзҡ„з»„еҗҲйҘ°е“ҒпјҢе®ғжңүдёӨйғЁеҲҶз»„жҲҗпјҢе°әеҜёеҰӮеӣҫд№ҷгҖҒеӣҫдёҷжүҖзӨәгҖӮд»–еҮҶеӨҮе…Ҳз”Ёй’ўй”Ҝй”ҜеүІй’ўжқҝпјҢеҶҚз”Ёй”үеҲҖй”үеүҠжҲҗеһӢгҖӮиҜ·еӣһзӯ”е°ҸйўҳгҖӮ

-
пјҲ1пјү еҒҮеҰӮдёҚиҖғиҷ‘й”ҜзјқдёҺеҠ е·ҘдҪҷйҮҸпјҢиҰҒеҲ¶дҪңжӯӨз»„еҗҲйҘ°е“ҒпјҢиҮіе°‘йңҖиҰҒзҡ„й’ўжқҝеӨ§е°ҸжҳҜпјҲ пјүA . 40mmГ—20mm B . 40mmГ—40mm C . 40mmГ—45mm D . 40mmГ—50mm
-
пјҲ2пјү еҠ е·Ҙеӣҫд№ҷжүҖзӨәзҡ„йғЁд»¶пјҢд»ҘдёӢеҠ е·Ҙж–№жі•дёҚжӯЈзЎ®зҡ„жҳҜпјҲ пјүA . й”ҜеүІж—¶жҺЁй”ҜеҠ еҺӢ B . еҲ’зәҝж—¶з”ЁеҲ’规еҲ’еҮәR5еңҶеј§ C . з”Ёе№ій”үй”үеҮәжүҖйңҖеҪўзҠ¶ D . з”ЁеңҶй”үй”үеҮәR5зҡ„еҮёеј§йқў
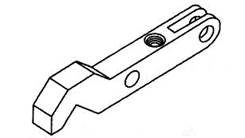
е°Ҹи”Ўи®ҫи®ЎдәҶдёҖж¬ҫжё…йҷӨвҖңзүӣзҡ®зҷЈвҖқе№ҝе‘Ҡзҡ„е·Ҙе…·пјҢиҜҘе·Ҙе…·жҳҜжҠҠе°Ҹй“ІеҲҖгҖҒжө·з»өж“Ұеқ—е’Ңж©Ўзҡ®еҲ®еӯҗиҝҷдёүдёӘйғЁеҲҶеӣәе®ҡеңЁеҸҜд»Ҙдјёзј©зҡ„жқҶеӯҗдёҠпјҢз»“жһ„еҰӮеӣҫжүҖзӨәгҖӮдҪҝз”Ёж—¶пјҢе…Ҳз”Ёеҗёж°ҙеҗҺзҡ„жө·з»өжҠҠеўҷдёҠзҡ„е№ҝе‘Ҡзәёжөёж№ҝпјҢ然еҗҺз”Ёе°Ҹй“ІеҲҖй“ІжҺүпјҢжңҖеҗҺз”ЁеҸҚйқўзҡ„ж©Ўзҡ®еҲ®еӯҗжҠҠж®Ӣз•ҷзҡ„зәёеұ‘еҲ®еҮҖгҖӮ

-
пјҲ1пјү е°Ҹи”ЎеңЁеҲ¶дҪңе°Ҹй“ІеҲҖзҡ„иҝҮзЁӢдёӯпјҢз”Ёй’ўй”ҜеҜ№жқҗж–ҷиҝӣиЎҢй”ҜеүІж—¶пјҢеә”иҜҘеңЁпјҲжҺЁй”Ҝ/еӣһй”Ҝпјүж—¶еҜ№й”Ҝеј“ж–ҪеҠ еҺӢеҠӣгҖӮй”үеүҠеқҜ件дә§з”ҹзҡ„й“Ғеұ‘еә”иҜҘз”ЁпјҲеҳҙеҗ№/еҲ·еӯҗжү«пјүжҺүгҖӮ
-
пјҲ2пјү зҺ°еҜ№з”ЁдёҚеҗҢжқҗж–ҷеҲ¶дҪңзҡ„AгҖҒBгҖҒCдёүз§Қж©Ўзҡ®еҲ®еӯҗиҝӣиЎҢиҖҗзЈЁеҜ№жҜ”иҜ•йӘҢпјҢе…¶еҒҡжі•жҳҜпјҡз”ЁзӣёеҗҢзҡ„еҺӢеҠӣпјҢдёҖж¬ЎеҲ®иҝҮзӣёзӯүзҡ„и·қзҰ»пјҢеңЁзӣёеҗҢзҡ„еўҷйқўдёҠеҲ®ж“ҰпјҢеҫ—еҲ°дёҚеҗҢж©Ўзҡ®еҲ®еӯҗзЈЁжҚҹ1mmеҺҡеәҰж—¶зҡ„еҲ®ж“Ұж¬Ўж•°гҖӮдёүж¬ЎиҜ•йӘҢж•°жҚ®и®°еҪ•еҰӮдёӢпјҡ
ж©Ўзҡ®еҲ®еӯҗиҖҗзЈЁеҜ№жҜ”иҜ•йӘҢж•°жҚ®иЎЁпјҲзЈЁжҚҹ1mmеҺҡеәҰзҡ„еҲ®ж“Ұж¬Ўж•°пјү
иҜ•йӘҢж¬Ўж•°/еҲ®ж“Ұж¬Ўж•°/иҜ•йӘҢж ·е“Ғ
Aж©Ўзҡ®еҲ®еӯҗ
Bж©Ўзҡ®еҲ®еӯҗ
Cж©Ўзҡ®еҲ®еӯҗ
第дёҖж¬Ў
1662
1814
1913
第дәҢж¬Ў
1695
1758
1876
第дёүж¬Ў
1683
1852
1947
е№іеқҮеҖј
1680
1808
1912
иҜ·еҜ№ж•°жҚ®иҝӣиЎҢеҲҶжһҗпјҢдҪ и®ӨдёәжҖ§иғҪжңҖеҘҪзҡ„жҳҜе“ӘдёҖз§Қж©Ўзҡ®еҲ®еӯҗпјҹеҜ№еҗҢдёҖж ·е“ҒиҜ•йӘҢеӨҡж¬Ўзҡ„зӣ®зҡ„жҳҜд»Җд№Ҳпјҹ
-
пјҲ3пјү иҜҘе·Ҙе…·дёҚз”Ёж—¶пјҢе°Ҹй“ІеҲҖеӨ–йңІе®№жҳ“еҲ’дјӨдәәпјҢиҜ·жҸҗеҮәдҪ зҡ„ж”№иҝӣж–№жЎҲпјҢ并з®ҖиҰҒиҜҙжҳҺгҖӮ
йҮ‘еұһй”ҜеүІзҡ„ж—¶еҖҷпјҢиў«й”ҜеүІзҡ„зү©дҪ“зҡ„дҪҚзҪ®дёҚдёҖе®ҡиҰҒж°ҙе№іжҲ–иҖ…з«–зӣҙпјҢдҪҶжҳҜй”ҜеүІзәҝиҰҒз«–зӣҙгҖӮ
з”Ёи§’й’ўеҠ е·ҘеҰӮеӣҫжүҖзӨәзҡ„е·Ҙ件пјҢеҗҲзҗҶзҡ„жөҒзЁӢжҳҜпјҲ пјү

A . еҲ’зәҝвҶ’й”ҜеүІвҶ’й”үеүҠвҶ’й’»еӯ”вҶ’ејҜжҠҳ
B . еҲ’зәҝвҶ’ејҜжҠҳвҶ’й”ҜеүІвҶ’й”үеүҠвҶ’й’»еӯ”
C . еҲ’зәҝвҶ’й”ҜеүІвҶ’й”үеүҠвҶ’ејҜжҠҳвҶ’й’»еӯ”
D . еҲ’зәҝвҶ’й’»еӯ”вҶ’й”ҜеүІвҶ’ејҜжҠҳвҶ’й”үеүҠ
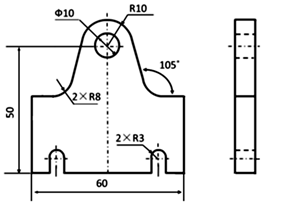
еңЁйҖҡз”ЁжҠҖжңҜе®һи·өиҜҫдёҠпјҢе°ҸжҳҺеҮҶеӨҮз”ЁдёҖе®ҡе°әеҜёзҡ„еңҶй’ўеҲ¶дҪңеҰӮеӣҫжүҖзӨәзҡ„йӣ¶д»¶гҖӮе®ҢжҲҗй—®йўҳгҖӮ
-
пјҲ1пјү дёӢеҲ—е·Ҙе…·дёӯпјҢз»„еҗҲжӯЈзЎ®е№¶дё”з”ЁеҲ°зҡ„жҳҜпјҲ пјүA .
 B .
B .  C .
C .  D .
D . 
-
пјҲ2пјү е°ҸжҳҺи®ҫи®ЎдәҶдёӢеҲ—е·ҘиүәжөҒзЁӢпјҢе…¶дёӯеҗҲзҗҶзҡ„жҳҜпјҲ пјү
 A . й”ҜеүІвҶ’й”ҜеүІвҶ’й”үеүҠвҶ’еҲ’зәҝвҶ’й’»еӯ”вҶ’ж”»дёқ B . й”ҜеүІвҶ’й”ҜеүІвҶ’еҲ’зәҝвҶ’й”үеүҠвҶ’й’»еӯ”вҶ’ж”»дёқ C . еңҶжқҶз«ҜйғЁеҖ’и§’вҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’ж”»дёқвҶ’й”үеүҠ D . иӮ©йғЁй’»еӯ”вҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’ж”»дёқ
A . й”ҜеүІвҶ’й”ҜеүІвҶ’й”үеүҠвҶ’еҲ’зәҝвҶ’й’»еӯ”вҶ’ж”»дёқ B . й”ҜеүІвҶ’й”ҜеүІвҶ’еҲ’зәҝвҶ’й”үеүҠвҶ’й’»еӯ”вҶ’ж”»дёқ C . еңҶжқҶз«ҜйғЁеҖ’и§’вҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’ж”»дёқвҶ’й”үеүҠ D . иӮ©йғЁй’»еӯ”вҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’ж”»дёқ
з”ЁеҰӮеӣҫжүҖзӨәзҡ„е°ҸеңҶзӣҳй“Ғеқ—жүӢе·ҘеҠ е·ҘдёҖдёӘе…ӯи§’иһәжҜҚпјҢеңЁеҠ е·ҘиҝҮзЁӢдёӯпјҢд»ҘдёӢж“ҚдҪңе·ҘиүәжөҒзЁӢжӯЈзЎ®зҡ„жҳҜпјҲ пјү

A . е…ҲзЎ®е®ҡеңҶеҝғпјҢ然еҗҺеҲ’й’»еӯ”еңҶеј§зәҝпјҢдёәдәҶдёҚи®©й’»еӨҙ滑移пјҢиҝҳиҰҒеңЁеңҶеҝғеӨ„еҶІзңј
B . еҲ’еҘҪзәҝеҗҺпјҢе…Ҳе°Ҷе°ҸеңҶзӣҳй“Ғеқ—й”үеүҠжҲҗе…ӯиҫ№еҪўпјҢж–№дҫҝй’»еӯ”ж—¶еӨ№жҢҒ
C . еңЁй’»еӯ”иҝҮзЁӢдёӯпјҢдёҚеҸҜд»ҘеңЁй’»еӨҙеӨ„еҲ·ж¶Ұж»‘жІ№
D . еңЁй”үеүҠзҡ„иҝҮзЁӢдёӯпјҢдёәдәҶжҸҗй«ҳй”үеүҠзҡ„ж•ҲзҺҮпјҢеҸҜд»ҘеңЁй”үеҲҖиЎЁйқўеӨ„еҲ·ж¶Ұж»‘жІ№
еҰӮеӣҫжүҖзӨәжҳҜжқҺж–°еҗҢеӯҰеңЁйҖҡз”ЁжҠҖжңҜе®һи·өиҜҫдёҠз”Ёи§’й“ҒеҲ¶дҪңзҡ„жҢӮй’©пјҢд»ҘдёӢе·ҘиүәжөҒзЁӢдёӯеҗҲзҗҶзҡ„жҳҜпјҲ пјү

A . еҲ’зәҝвҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’жҠҳејҜ
B . еҲ’зәҝвҶ’жҠҳејҜвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’й”ҜеүІ
C . еҲ’зәҝвҶ’й”үеүҠвҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’жҠҳејҜ
D . й”ҜеүІвҶ’еҲ’зәҝвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’жҠҳејҜ
е°ҸжҳҺжғіз”ЁдёҖеқ—еӨ§е°ҸеҗҲйҖӮзҡ„зҹ©еҪўйҮ‘еұһжқҗж–ҷеҠ е·ҘеҰӮеӣҫжүҖзӨәзҡ„жЁЎеһӢпјҢд»–з”»еҮәдәҶдёүи§Ҷеӣҫ并ж ҮжіЁдәҶе°әеҜёпјҢиҜ·еӣһзӯ”пјҡ

-
пјҲ1пјү дёӢеҲ—е…ідәҺиҜҘжЁЎеһӢзҡ„дёүи§Ҷеӣҫе’Ңе°әеҜёж ҮжіЁзҡ„иҜҙжі•жӯЈзЎ®зҡ„жҳҜпјҲ пјүA . иҜҘеӣҫж ·дёӯжІЎжңүжјҸж Үзҡ„е°әеҜё B . иҜҘжЁЎеһӢж•ҙдҪ“жҳҜиҪҙеҜ№з§°з»“жһ„ C . иҜҘжЁЎеһӢдёӯеңҶеӯ”жІЎжңүиһәзә№пјҢдё”еҚҠеҫ„жҳҜ12еҺҳзұі D . дё»и§Ҷж–№еҗ‘дёҠпјҢжЁЎеһӢеҸіеүҚдҫ§жЈұдёҺеңҶеӯ”зҡ„еҸідҫ§иҫ№зјҳжҠ•еҪұйҮҚеҗҲ
-
пјҲ2пјү еҠ е·ҘиҜҘжЁЎеһӢж—¶пјҢд»ҘдёӢж“ҚдҪңдёӯдёҚжӯЈзЎ®зҡ„жҳҜпјҲ пјүA . еҲ’зәҝе·Ҙе…·еҸӘйңҖз”ЁеҲ°еҲ’й’ҲгҖҒй’ўзӣҙе°әжҲ–й’ўи§’е°ә B . й’»еӯ”ж—¶иҰҒжҲҙйҳІжҠӨзңјй•ңпјҢдҪҶжҳҜдёҚиғҪжҲҙжүӢеҘ— C . еҰӮжһңй”ҜеүІиҫғеқҡзЎ¬зҡ„йҮ‘еұһжқҗж–ҷпјҢеә”йҖүз”Ёз»ҶйҪҝй”ҜжқЎ D . з”Ёзӣҙй”үжі•й”үеүҠжЁЎеһӢиЎЁйқўж—¶пјҢе·ҰжүӢж–ҪеҺӢз”ұеӨ§еҸҳе°ҸпјҢеҸіжүӢж–ҪеҺӢз”ұе°ҸеҸҳеӨ§
еҰӮеӣҫaжүҖзӨәжҳҜжҹҗдёӘйӣ¶д»¶гҖӮе°ҸжҳҺеңЁйҖҡз”ЁжҠҖжңҜе®һи·өиҜҫдёҠз”Ёй’ўеқ—еҠ е·ҘжҲҗиҝҷдёӘйӣ¶д»¶пјҢеңЁеҠ е·ҘиҝҮзЁӢдёӯйңҖиҰҒд»ҘдёӢзҺҜиҠӮпјҡA.
й’»еӯ”пјӣB. еҲ’зәҝпјӣC. й”үеүҠпјӣD. еҶІзңјпјӣE. й”ҜеүІгҖӮ
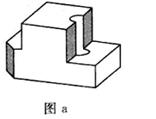
иҜ·еҲҶжһҗиҜҘйӣ¶д»¶зҡ„еҠ е·ҘзҺҜиҠӮпјҢеӣһзӯ”д»ҘдёӢй—®йўҳпјҡ
-
пјҲ1пјү еҗҲзҗҶзҡ„еҠ е·ҘжөҒзЁӢдёәпјҡBвҶ’вҶ’вҶ’вҶ’CпјҲеңЁжЁӘзәҝеӨ„еЎ«еҶҷеҠ е·ҘзҺҜиҠӮзҡ„еәҸеҸ·пјүпјӣ
-
пјҲ2пјү е°ҸжҳҺеҠ е·ҘиҜҘйӣ¶д»¶еҗҺпјҢеҜ№е…¶иЎЁйқўеӨ„зҗҶпјҢдёӢеҲ—жҺӘж–ҪиғҪеӨҹйҳІй”Ҳдё”йҖӮеҗҲеңЁйҖҡз”ЁжҠҖжңҜе®һйӘҢе®Өдёӯж“ҚдҪңзҡ„жҳҜпјҲеңЁвҖңA .иЎЁйқўеҲ·е…үпјӣB .ж·¬зҒ«пјӣC .е–·ж¶ӮжІ№жјҶвҖқдёӯйҖүжӢ©еҗҲйҖӮзҡ„йҖүйЎ№пјҢе°ҶеәҸеҸ·еЎ«е…ҘжЁӘзәҝеӨ„пјүпјӣ
-
пјҲ3пјү еӣҫbдёәиҜҘйӣ¶д»¶зҡ„дёүи§ҶеӣҫпјҢиҜ·иЎҘе…Ёдёүи§ҶеӣҫдёӯжүҖзјәзҡ„дәҢжқЎеӣҫзәҝпјҲи¶…иҝҮдәҢжқЎеӣҫзәҝжүЈеҲҶпјүгҖӮ

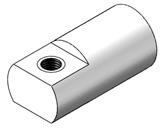
еҰӮеӣҫжүҖзӨәжҳҜжҹҗдёӘеӨ№е…·дёӯзҡ„дёҖдёӘеҺӢзҙ§ж‘ҶжқҶпјҢе…¶дёӯеҗ„еӯ”еқҮдёәйҖҡеӯ”гҖӮе°ҸжҳҺеңЁйҖҡз”ЁжҠҖжңҜе®һи·өиҜҫдёҠз”ЁеӨ§е°ҸеҗҲйҖӮзҡ„й’ўжқҝеҠ е·ҘиҜҘеҺӢзҙ§ж‘ҶжқҶгҖӮеңЁеҠ е·ҘиҝҮзЁӢдёӯйңҖиҰҒд»ҘдёӢзҺҜиҠӮпјҡ
A.еҶІзңјпјӣB.й’»еӯ”пјӣC.й”ҜеүІпјӣD.еҲ’зәҝпјӣE.ж”»дёқпјӣF.й”үеүҠгҖӮ
иҜ·еҲҶжһҗиҜҘеҺӢзҙ§ж‘ҶжқҶзҡ„еҠ е·ҘзҺҜиҠӮпјҢеӣһзӯ”д»ҘдёӢй—®йўҳпјҡ
-
пјҲ1пјү еҗҲзҗҶзҡ„еҠ е·ҘжөҒзЁӢдёәпјҡ AвҶ’вҶ’вҶ’CвҶ’(еңЁжЁӘзәҝеӨ„еЎ«еҶҷеҠ е·ҘзҺҜиҠӮзҡ„еәҸеҸ·);
-
пјҲ2пјү е°ҸжҳҺеҠ е·ҘиҜҘеҺӢзҙ§ж‘ҶжқҶж—¶пјҢдёӢеҲ—е·Ҙе…·з»„еҗҲжӯЈзЎ®е№¶дё”з”ЁеҲ°зҡ„жҳҜ_____пјҲйҖүжӢ©еҗҲйҖӮзҡ„йҖүйЎ№пјҢе°ҶеәҸеҸ·еЎ«е…ҘжЁӘзәҝеӨ„пјүпјӣA .
 B .
B .  C .
C . 
-
пјҲ3пјү е°ҸжҳҺеңЁеҠ е·ҘиҜҘеҺӢзҙ§ж‘ҶжқҶж—¶пјҢдёӢеҲ—иҜҙжі•дёӯй”ҷиҜҜзҡ„жҳҜпјҲеңЁA .еңЁеҸ°й’»дёҠй’»еӯ”ж—¶иҰҒжҲҙйҳІжҠӨзңјй•ңпјҢдёҚиғҪжҲҙжүӢеҘ—пјӣB .й”үеүҠж—¶иҰҒжіЁж„Ҹиә«дҪ“е’ҢжүӢиҮӮеҠЁдҪңзҡ„еҚҸи°ғпјӣC .й”ҜеүІж—¶жҺЁй”ҜдёҚеҠ еҺӢпјҢеӣһжӢүеҠ еҺӢдёӯйҖүжӢ©еҗҲйҖӮзҡ„йҖүйЎ№пјҢе°ҶеәҸеҸ·еЎ«е…ҘжЁӘзәҝеӨ„пјүгҖӮ
еңЁеҠ е·ҘиҝҮзЁӢдёӯпјҢд»ҘдёӢж“ҚдҪңй”ҷиҜҜзҡ„жҳҜпјҲ пјүгҖӮ
A . й”үеүҠж—¶дёҚеҮҶз”ЁжүӢж‘ёй”үиҝҮзҡ„иЎЁйқўпјҢеӣ жүӢжңүжІ№жұЎпјҢеҶҚй”үж—¶е®№жҳ“жү“ж»‘
B . й”ҜжқЎе®үиЈ…ж—¶еә”з”ЁжүӢж—Ӣзҙ§зҝјеҪўиһәжҜҚпјҢжҢүеҠЁй”ҜжқЎж„ҹи§үзҙ§е®һеҚіеҸҜ
C . зІ—йҪҝй”ҜжқЎзү№еҲ«йҖӮеҗҲй”ҜзЎ¬иҙЁзҡ„жқҗж–ҷ
D . зҰҒжӯўз”Ёеҳҙеҗ№жҲ–з”ЁжүӢжҠ№еёҰй“Ғеұ‘зҡ„е·Ҙ件пјҢд»Ҙе…Қе°Ҷй“Ғеұ‘еҗ№е…ҘзңјдёӯжҲ–еҲәдјӨжүӢжҢҮ
дёӢеҲ—е…ідәҺеҸ°иҷҺй’ізҡ„иҜҙжі•жӯЈзЎ®зҡ„жҳҜпјҲ пјү

A . еңЁй”ҜеүІгҖҒй”үеүҠгҖҒж”»дёқгҖҒеҘ—дёқзӯүж“ҚдҪңдёӯеқҮиҰҒз”ЁеҲ°
B . еӨ№жҢҒе·Ҙ件时дҪҝй”ҜеүІзәҝеӨ„дәҺж°ҙе№іпјҢй”үеүҠж—¶дҪҝй”үеүҠйқўдҝқжҢҒз«–зӣҙ
C . еӨ№зҙ§е·Ҙ件时пјҢеҸҜд»Ҙз”Ёй“Ғй”Өж•ІеҮ»жҙ»еҠЁжүӢжҹ„еҠ еҠӣ
D . дёқжқ гҖҒиһәжҜҚе’Ңе…¶д»–ж»‘еҠЁиЎЁйқўиҰҒжұӮз»ҸеёёдҝқжҢҒжё…жҙҒпјҢдҪҶдёҚиғҪеҠ жІ№ж¶Ұж»‘
е°ҸжҳҺеҮҶеӨҮз”ЁеӨ§е°ҸеҗҲйҖӮзҡ„й“Ғеқ—еҠ е·ҘеҰӮеӣҫжүҖзӨәзҡ„йӣ¶д»¶пјҢе®ҢжҲҗд»ҘдёӢе°Ҹйўҳ

|
-
пјҲ1пјү жҢү2:1жҜ”дҫӢзҡ„з»ҳеҲ¶дәҶиҜҘйӣ¶д»¶зҡ„дёүи§ҶеӣҫпјҢе…ідәҺе°әеҜёж ҮжіЁиҜҙжі•жӯЈзЎ®зҡ„жҳҜпјҲ пјүA . иҜҘйӣ¶д»¶еҠ е·ҘеҘҪеҗҺе®һйҷ…й«ҳеәҰдёә72mm B . зҺ°жңүж ҮжіЁдёӯжңү1еӨ„й”ҷиҜҜ C . жјҸж Ү5еӨ„е°әеҜё D . зҺ°жңүж ҮжіЁдёӯйҮҚеӨҚе°әеҜёжңү1еӨ„
-
пјҲ2пјү е·ІзҹҘеӣҫдёӯзҡ„еӯ”дёәе…үеӯ”пјҢеҲҷеңЁиҜҘйӣ¶д»¶зҡ„еҠ е·ҘеҲ¶дҪңдёӯпјҢдёӢеҲ—е·Ҙе…·зҡ„з»„еҗҲжӯЈзЎ®дё”йңҖиҰҒзҡ„жҳҜпјҲ пјүA .
 B .
B .  C .
C .  D .
D . 
-
пјҲ3пјү еҠ е·ҘиҜҘйӣ¶д»¶ж—¶пјҢд»ҘдёӢж“ҚдҪңдёӯдёҚжӯЈзЎ®зҡ„жҳҜпјҲ пјүA . еҲ’зәҝе·Ҙе…·еҸӘйңҖз”ЁеҲ°еҲ’й’ҲгҖҒеҲ’规гҖҒй’ўзӣҙе°әжҲ–й’ўи§’е°ә B . й’»еӯ”ж—¶иҰҒжҲҙйҳІжҠӨзңјй•ңпјҢдҪҶжҳҜдёҚиғҪжҲҙжүӢеҘ— C . еҰӮжһңй”ҜеүІиҫғеқҡзЎ¬зҡ„йҮ‘еұһжқҗж–ҷпјҢеә”йҖүз”Ёз»ҶйҪҝй”ҜжқЎ D . иө·й”Ҝж—¶пјҢз”Ёз”ЁеӨ§жӢҮжҢҮжҠөдҪҸе·Ҙ件пјҢжҢЎдҪҸй”ҜжқЎзҡ„дёҖйқўпјҢйҳІжӯўй”ҜеүІзәҝеҒҸ移
е…ідәҺй”ҜеүІеңҶз®ЎпјҢдёӢеҲ—иҜҙжі•жӯЈзЎ®зҡ„жҳҜпјҲ пјү
A . з”Ёе№іеҸЈй’іеӨ№жҢҒеңЁжЎҢйқўдёҠ
B . й”ҜеүІж—¶йңҖйҖӮеҪ“иҪ¬еҠЁеңҶз®Ў
C . жӯЈеёёй”ҜеүІж—¶пјҢжҺЁй”ҜеҠ еҺӢпјҢеӣһжӢүеҠ еҺӢ
D . иө·й”Ҝж—¶пјҢиЎҢзЁӢиҰҒй•ҝ
еҰӮеӣҫжүҖзӨәжҳҜз”Ёй’ўжқҝеҠ е·Ҙзҡ„е·Ҙ件
-
пјҲ1пјү еӣҫдёӯжјҸж Үзҡ„е°әеҜёжңүпјҲ пјүA . 2еӨ„ B . 3еӨ„ C . 4еӨ„ D . 5еӨ„
-
пјҲ2пјү е°ҸжҳҺеңЁе®һйӘҢе®Өз”ЁеӨ§е°ҸеҗҲйҖӮзҡ„й’ўжқҝеҠ е·ҘиҜҘе·Ҙ件пјҢдёӢеҲ—иҜҙжі•дёӯжӯЈзЎ®зҡ„жҳҜпјҲ пјүA . дҪҝз”ЁеҲ’й’ҲгҖҒй’ўзӣҙе°әгҖҒж ·еҶІгҖҒй“Ғй”Өе°ұиғҪе®ҢжҲҗеҲ’зәҝ B . й”ҜеүІж—¶пјҢжңҖеҘҪе°Ҷе·Ҙ件еӨ№жҢҒеңЁеҸ°иҷҺй’ізҡ„е·Ұдҫ§ C . еҶІзңјж—¶е°Ҷе·Ҙ件еӨ№жҢҒеңЁе№іеҸЈй’ідёҠиҰҒе…ҲеҖҫж–ңжүҫеҶІзңјзӮ№еҗҺеҶҚеһӮзӣҙж•ІеҮ» D . й”үеүҠж—¶пјҢй”үеұ‘е өеЎһй”үеҲҖеҗҺеә”з”ЁжҜӣеҲ·йЎәзқҖй”үзә№ж–№еҗ‘еҲ·еҺ»
е®һи·өе®Өдёӯй…ҚзҪ®зҡ„й’»еӨҙжңҖеӨ§зӣҙеҫ„дёә14mmпјҢе°Ҹйӣ·з”ЁеӨ§е°ҸеҗҲйҖӮзҡ„и–„й’ўжқҝеҠ е·ҘиҜҘйӣ¶д»¶пјҢдёӢеҲ—иҜҙжі•дёӯжӯЈзЎ®зҡ„жҳҜпјҲ пјү

A . дёәдәҶдҝқиҜҒеҠ е·Ҙзҡ„зІҫеәҰпјҢиҰҒжӯЈеҜ№й”ҜеүІзәҝиҝӣиЎҢй”ҜеүІ
B . еҠ е·ҘиҜҘе·Ҙ件时еҸҜд»Ҙе…Ҳй”ҜеүІеҶҚй’»еӯ”
C . й”үеүҠ R25 зҡ„еңҶеј§ж—¶пјҢеҸҜд»Ҙз”Ёе№іеҸЈй’іеӨ№жҢҒ
D . еҠ е·ҘиҝҮзЁӢдёӯпјҢдёҚиғҪдёҖзӣҙжҲҙжүӢеҘ—
еҰӮеӣҫжүҖзӨәжҳҜе°ҸйҷҲеҗҢеӯҰеңЁйҖҡз”ЁжҠҖжңҜиҜҫдёҠз”Ёи§’й“ҒеҲ¶дҪңзҡ„жҢӮй’©пјҢд»ҘдёӢе·ҘиүәжөҒзЁӢдёӯеҗҲзҗҶзҡ„жҳҜпјҲ пјү

A . еҲ’зәҝвҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’жҠҳејҜ
B . еҲ’зәҝвҶ’жҠҳејҜвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’й”ҜеүІ
C . еҲ’зәҝвҶ’й”үеүҠвҶ’й”ҜеүІвҶ’й’»еӯ”вҶ’жҠҳејҜ
D . й”ҜеүІвҶ’еҲ’зәҝвҶ’й’»еӯ”вҶ’й”үеүҠвҶ’жҠҳејҜ
жңҖиҝ‘жӣҙж–°



